套筒联轴器刚性联轴器加热温度通常为560~600℃,硬度要求为HRC22~34。因为调质的目的是得到综合机械性能,所以硬度范围比较宽。但图纸有硬度要求的,就要按图纸要求调整回火温度,以保证硬度。如有些轴类零件要求强度高,硬度要求就高;而有些齿轮、带键槽的轴类零件,因调质后还要进行铣、插加工,硬度要求就低些。
关于回火保温时间,视硬度要求和工件大小而定,我们认为,回火后的硬度取决于回火温度,与回火时间关系不大,但须回透,一般工件回火保温时间总在一小时以上。
Cr能增加钢性联轴器的淬透性,提高钢的强度和回火稳定性,具有优良的机械性能。截面尺寸大或重要的调质工件,应采用Cr钢。但Cr钢有二类回火脆性。从国外发展趋势看,新一代数控机床为提高生产效率,向着高速方向发展,采用新型功能部件(电主轴、直线电机等)实现高速加工。
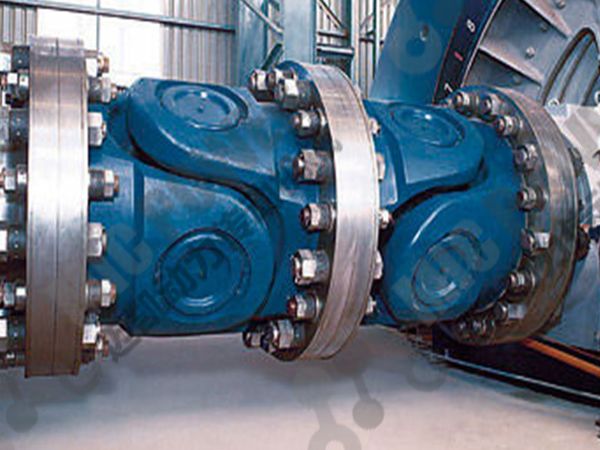
刚性联轴器所需的电主轴和直线电机就是通过胀紧联结套将电机与主轴直接相联,中间省掉了变速箱等机构,实现高速。一台数控机床少则需要五六套联轴器,多则需要五六十套联轴器。由此可见这是一个非常巨大的市场。德国凌斯刚性联轴器行业越来越热门,加之企业经营管理等诸多因素,在不久的将来联轴器行业将呈现一个怎样的趋势,我们来剖析一下.