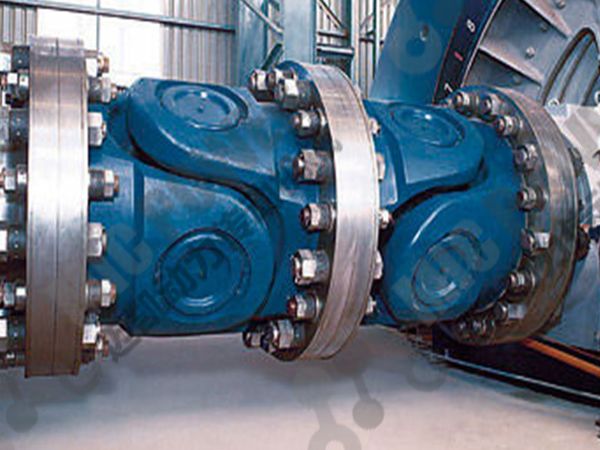
联轴器总体分刚性和挠性两类。对刚性联轴器,要求被连接的两侧轴同轴度和回转精度高,而且轴向不能发生抵触干涉,装配前检查配合尺寸是否恰当,尽量采用压入而非敲击装配单侧部件,然后再连接到一起;对挠性联轴器,允许有较大的误差(包括轴偏心、角度、轴向位置),但是须确保在所选定联轴器补偿能力范围内。
联轴器在轴上的装配是联轴器安装的关键之一。联轴器与轴的配合大多为过盈配合,联接分为有键联接和无键联接,联轴器的轴孔又分为圆柱形轴孔与锥形轴孔两种形式。装配方法有静力压入法、动力压入法、温差装配法及液压装配法等。
静力压入法
这种方法是根据装配时所需压入力的大小不同、采用夹钳、千斤顶、手动或机动的压力机进行,静力压入法一般用于锥形轴孔。由于静力压入法受到压力机械的限制,在过盈较大时,施加很大的力比较困难。同时,在压入过程中会切去联轴器与轴之间配合面上不平的微小的凸峰,使配合面受到损坏。因此,这种方法一般应用不多。
动力压入法
这种方法是指采用冲击工具或机械来完成装配过程,一般用于联轴器与轴之间的配合是过渡配合或过盈不大的场合。装配现场通常用手锤敲打的方法,方法是在轮毂的端面上垫放木块或其他软材料作缓冲件,依靠手锤的冲击力,把联轴器敲入。这种方法对用铸铁、淬火的钢、铸造合金等脆性材料制造的联轴器有局部损伤的危险,不宜采用。这种方法同样会损伤配合表面,故经常用于低速和小型联轴器的装配。
温差装配法
用加热的方法使联轴器受热膨胀或用冷却的方法使轴端受冷收缩,从而能方便地把轮联轴器装到轴上。这种方法和静力压入法以及动力压入法相比有很多的优点,对于用脆性材料制造的轮毂,采用温差装配法是十分合适的。
温差装配法大多采用加热的方法,冷却的方法用的比较少。加热的方法有多种,有的将轮毂放入高闪点的油中进行油浴加热或焊枪烘烤,也有的用烤炉来加热,装配现场多采用油浴加热和焊枪烘烤。油浴加热能达到的较高温度取决于油的性质,一般在200℃以下。采用其他方法加热轮毂时,可以使联轴器的温度高于200℃,但从金相及热处理的角度考虑,联轴器的加热温度不能任意提高,钢的再结晶温度为430℃。如果加热温度超过430℃,会引起钢材内部组织上的变化,因此加热温度的上限须小于为430℃。为了保险,所定的加热温度上限应在为400℃以下。至于联轴器实际所需的加热温度,可根据联轴器与轴配合的过盈值和联轴器加热后向轴上套装时的要求进行计算。